
Pre-Cut Stainless Damascus Steel Billets
DSC® Inox Stainless Damascus Steel – Pre-Cut Billets
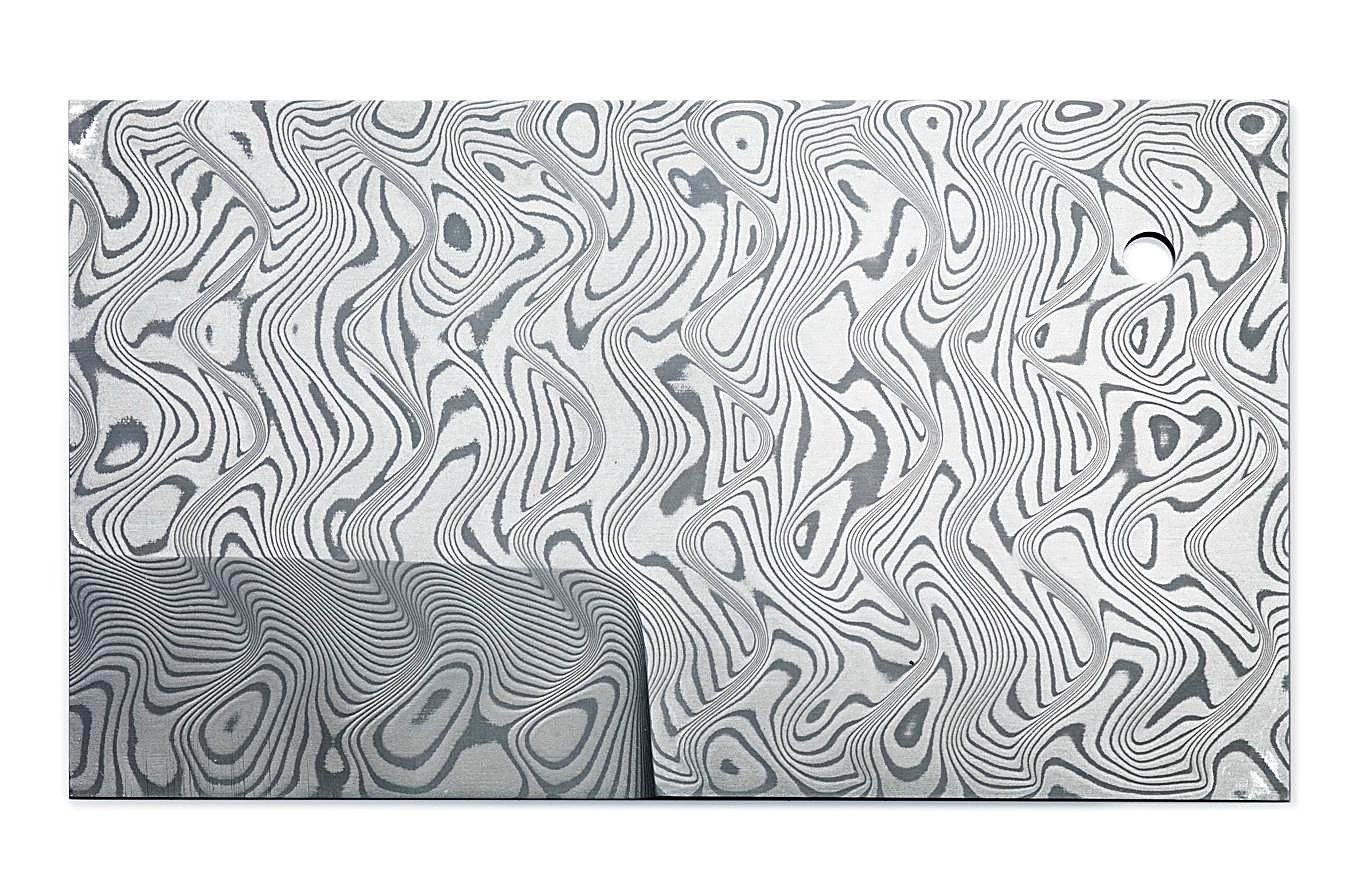
The same BALBACHDAMAST® stainless Damascus trusted by professional knifemakers — now available at pre-cut pricing. These are end pieces from our custom cutting process: fixed dimensions, same 120-layer 1.4034 (420C) + 19C27 (Sandvik, Swedish) construction, delivered soft-annealed and flat-ground. Every piece ships the same day from Ashland, Oregon.
Stock rotates constantly. Sizes and patterns change with every restock.
What You're Getting
- 120-layer DSC® Inox Stainless Damascus — identical steel to our cut-to-size line- Steel 1: 1.4034 (420C) dark layer
- (C: 0.43–0.50%, Si: max 1.00%, Mn: max 1.00%, Cr: 12.50–14.50%)- Steel 2: 19C27 (Sandvik, Swedish) light layer
- (C: 0.65–0.67%, Si: 0.40%, Mn: 0.70%, Cr: 13.50%)- Approved for direct food contact- Delivered soft-annealed at 22–27 HRC — ready for immediate machining- Achieves up to 60–62 HRC after proper heat treatment- Patterns vary by restock — Band, Leopard, Pyramids, Ferus, Small Roses, Torsion, Wild available.
Why Pre-Cut?Pre-cut billets give you access to premium stainless Damascus at a lower price when your dimensions are flexible. Same steel. Same-day shipping. Better deal.
- Free Shipping over $50
- 30 Day Worry-Free Returns
Reviews
Great item at a great price. Had the availability of the size I needed